Tappo da spumante
Il tappo da spumante ha subito nel tempo un lungo processo evolutivo che ha riguardato la composizione e l'affinamento dei materiali costitutivi, il suo corretto dimensionamento e la ricerca delle migliori modalità di produzione e di utilizzo. Oggi è possibile affermare che il tappo da spumante è un prodotto ormai "maturo" e che, se usato correttamente, esso è perfettamente in grado di raggiungere i difficili obiettivi imposti dal suo utilizzo.
Consideriamo in questo paragrafo la terminologia comunemente usata per indicare le sue parti. La Figura 1 rappresenta il tappo più comunemente usato sui vini di pregio, vale a dire il tipo realizzato in agglomerato più due rondelle di sughero naturale che costituiscono la parte a diretto contatto con il vino. Per motivi di economia il tappo per imbottigliamento a fungo può essere realizzato anche con una sola rondella di sughero naturale ed, al limite, anche senza rondelle risultando così costituito da un unico pezzo in agglomerato. Non ci soffermeremo nella descrizione di questi tipi in quanto, dal punto di vista funzionale, in nulla cambiano le esigenze di utilizzo se non per il fatto che, essendo le parti di sughero naturale (e quindi meno dense) sostituite (in tutto od in parte) dall’agglomerato, è richiesta una profondità di affondamento nel collo della bottiglia proporzionatamente minore che con il tipo classico a due rondelle.
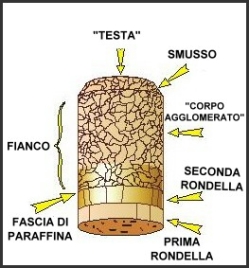 Figura 1 |
Figu  ra 2 ra 2 |
Per confronto in Figura 2 sono rappresentate le tre tipologie sopra descritte: come si può notare i tappi sono realizzati in lunghezze via via minori in funzione di quanto detto al capoverso precedente, considerando l’utilizzo di gabbiette di uguale dimensione per i tre tipi. La Figura 3 invece mostra la composizione del tappo da spumante nella sua realizzazione più comune e prestigiosa. Vi è da considerare che le dimensioni di questo tipo di tappo sono funzionali al raggiungimento dei valori richiesti di densità finale, atti a garantire il buon funzionamento del tappo sia come capacità di forza elastica radiale nella parte introdotta nella bottiglia, sia di capacità di reazione elastica alla compressione assiale provocata dalla gabbietta. Dando per assunto che si utilizzi nella fabbricazione di tappi un agglomerato con densità di 280 kg/m³ (± 25 kg/m³) la regola pratica che si può utilizzare per la determinazione del diametro del tappo consiste nel moltiplicare il diametro interno del collo della bottiglia al raso bocca per 1,75 per ottenere il diametro del tappo da utilizzare. Ad esempio, una bottiglia che abbia un’imboccatura di 17,5 mm di diametro al raso bocca comporterà l’adozione di un tappo con diametro di 30,5 mm come risulta dalla formula applicata qui di seguito: 17,5 x 1,75 = 30,62 ( ˜ 30,5 mm).
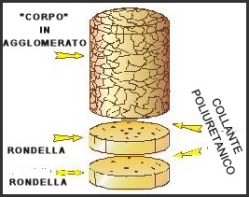 Figura 3 |
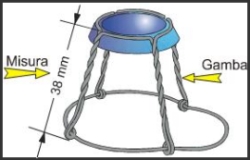 Figura 4 |
Nel caso si utilizzino gabbiette da 38 mm (vedi Figura 4) la lunghezza del tappo deve essere di:
- 48 mm con il tappo a due rondelle;
- 45 mm con il tappo ad una rondella;
- 43 mm con il tappo privo di rondelle.
Queste lunghezze dei tappi, a parità di gabbietta, sono funzionali al mantenimento di una massa di agglomerato costante per tutti i tipi nella parte che rimane fuori dalla bottiglia e quindi in grado di formare correttamente la testa del tappo a seguito della gabbiettatura. In conseguenza di quanto affermato qui sopra l’affondamento del tappo, a causa della lunghezza decrescente dei vari tipi, risulterà inversamente proporzionale al quantitativo di agglomerato destinato ad entrare nella bottiglia e si realizzerà in:
- 23 mm con il tappo a due rondelle;
- 20 mm con il tappo ad una rondella;
- 18 mm con il tappo privo di rondelle.