Tappatura
Il tappatore è la macchina che serve ad introdurre i tappi nel collo delle bottiglie; nel caso dell’ imbottigliamento a fungo, esso deve essere predisposto od adattato con particolari meccanici che lo differenziano leggermente, ma sostanzialmente, dal tappatore a raso bocca. E’ importante la buona conoscenza del funzionamento del tappatore, delle poche ma indispensabili regolazioni che esso richiede e delle operazioni di manutenzione, controllo, pulizia ed igienizzazione che sono da eseguire con regolarità e precisione. Nella Figura 1, è rappresentato lo schema di un tappatore, di cui risultano evidenziate le parti principali. Nell’imbottigliamento a fungo il punzone di spinta o fustello deve essere regolato per introdurre i tappi non oltre 19/21 mm dal raso bocca della bottiglia. Il fustello, non dovendo attraversare nella sua corsa zone di diametro inferiore a 16 mm, potrà avere diametro maggiore (fino a 15-16 mm) di quello adottato per tappatura a raso bocca, al fine di distribuire su una maggiore superficie della testa del tappo la forza necessaria per espellere il tappo stesso dalle ganasce ed introdurlo nel collo della bottiglia. Il centratore è molto diverso da quello utilizzato per l’imbottigliamento a raso bocca, in quanto deve alloggiare un piccolo dispositivo atto a trattenere i tappi quando vengono introdotti nel compressore. Le parti composte da sollevatore, piattello porta-bottiglia e molla di compensazione sono un complesso di organi destinati a sollevare la bottiglia, ad allineare perfettamente l’imboccatura con il tappo compresso, che viene spinto fuori dal compressore tramite il fustello, ed a bloccarla sotto il centratore con la massima forza possibile. Il sollevatore viene alzato tramite un movimento meccanico a misura fissa (regolata in base alla lunghezza della bottiglia) e la molla di compensazione situata sotto il piattello portabottiglie consente l’uso di bottiglie con piccole differenze di altezza, senza rischio di rotture. Se le bottiglie non risultassero sufficientemente ben bloccate sotto il centratore dall’insieme dei dispositivi descritti, esse tenderebbero a muoversi a causa dell’attrito dovuto all’introduzione dei tappi, finendo con l’abbassarsi e distaccarsi dal centratore. In questo caso, il tappo si rovinerebbe e non verrebbe comunque introdotto correttamente e sufficientemente nel collo della bottiglia. Il gruppo compressore è dotato (possibilmente) di ganasce coniche che consentono di non comprimere eccessivamente la testa in agglomerato del tappo favorendone così il successivo recupero elastico necessario per ottimizzare la fase seguente di gabbiettatura.
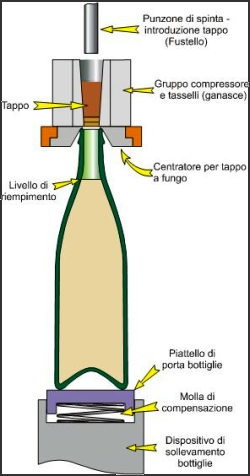 Figura 1 |
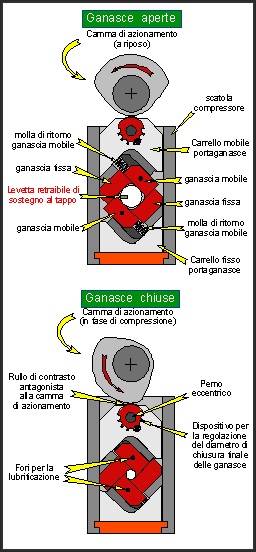 Figura 2 |
In Figura 2 è schematizzato un gruppo compressore completo di tutte le sue parti meccaniche opportunamente indicate. Il gruppo è rappresentato nel momento di massima apertura e più sotto nel momento di massima chiusura delle ganasce. Questo meccanismo è il cuore del tappatore. Esso, con gli adattamenti del caso, è adottato sia sui tappatori “monotesta” sia sui tappatori “pluritesta”. I particolari che lo costituiscono devono essere costantemente controllati per verificarne l’integrità, lo stato di usura, il reciproco adattamento e la reciproca scorrevolezza, e devono essere sottoposti a pulizia, lubrificazione e manutenzione. La lubrificazione delle parti sulle quali avvengono gli scorrimenti deve essere effettuata con estrema attenzione e moderazione e con i prodotti adatti e consigliati dai produttori delle macchine. Le molle di ritorno delle ganasce garantiscono la riapertura delle ganasce dopo il restringimento ciclico dell’operazione di tappatura, per cui qualsiasi snervamento, rottura, perdita di elasticità presentino, può portare a conseguenze gravissime sulla tappatura. Le ganasce devono essere possibilmente di tipo conico nei tappatori a fungo. Sia quelle mobili che quelle fisse, devono essere mantenute in condizioni perfette di igiene e di integrità. I piani di appoggio e di scorrimento devono essere integri mentre le superfici che entrano in contatto con il tappo devono essere non usurate, levigatissime, prive di rigature e sbrecciature anche di piccolissima entità. Con i dispositivi a questo preposti dal costruttore bisogna controllare che il diametro di chiusura finale si mantenga entro valori compresi tra 15,5 e 16 mm.
Considerando l’operazione della tappatura, il primo passaggio è l’introduzione del tappo nel collo della bottiglia da parte del tappatore. Nella Figura 3 è schematizzato in alto a sinistra il tappo prima dell’utilizzo, immediatamente più sotto la sua sezione verticale (rappresentata come nel paragrafo Modifica strutturale e deformazione elastica) ed infine lo stesso tappo compresso dalle ganasce del tappatore, sul punto di essere spinto dal pistone nel collo della bottiglia pronto a riceverlo. Nel caso di un tappo lungo 48 mm, il tappo , spinto dal punzone del tappatore, deve esser fatto penetrare fino ad una profondità di 19-21 mm dal raso bocca (Figura 4), vale a dire per il 40-44% della lunghezza originaria. Negli istanti immediatamente successivi, il tappo deve presentarsi come in Figura 4, vale a dire perfettamente verticale, centrato e con il bordo di entrata della rondella assolutamente non slabbrato.
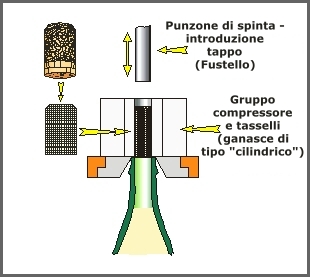 Figura 3 |
 Figura 4 |
Nel breve periodo che intercorre tra la tappatura e la gabbiettatura, è auspicabile che il recupero elastico del tappo sia il maggiore possibile, di modo che la parte di tappo introdotta nel collo della bottiglia possa iniziare ad assestarsi ed esercitare una forza radiale tale da contrastare il suo ulteriore affondamento all’applicazione della gabbietta. Questo richiede una piccola pausa di rinvenimento, la cui importanza è troppo spesso trascurata e che alle volte non è neppure prevista sulla linea di produzione. La pausa deve essere specialmente osservata, se si usano tappatori con ganasce cilindriche. Ciò consente di avere un miglior controllo sulla quota di affondamento del tappo, oltre che una formazione corretta della testa a fungo in seguito alla gabbiettatura. Alla fine di questa fase, la bottiglia con il tappo inserito ed assestato è ormai pronta per l’operazione della gabbiettatura. L’insieme si deve presentare come in Figura 5 vale a dire con la parte interna alla bottiglia del tappo affondata per circa 19–21 mm e con la parte esterna ben diritta ed in asse con la bottiglia stessa.
 Figura 5 |